性能优势:安全、高效、绿色、智能四大突破
(1) 安全性高:全程无氧/贫氧环境,氧含量<1%,彻底杜绝燃爆风险;
(2) 高效处理:四轴撕碎系统处理能力提升至2吨/小时,黑粉中铜铝含量<0.5%,可直接用于正极材料再生;
(3) 环保达标:配备完整尾气处理系统,实现VOCs、粉尘、重金属的协同净化,排放符合标准;
(4) 智能控制:支持24小时全自动连续生产,人工介入少,系统自诊断与远程监控能力强;
(5) 资源高值化:金属综合回收率>95%,黑粉回收率>95%,产品一致性好,可直接对接下游高duan电池材料生产线。
示范与应用:龙鑫自建万吨级回收产线,诚邀参观验证
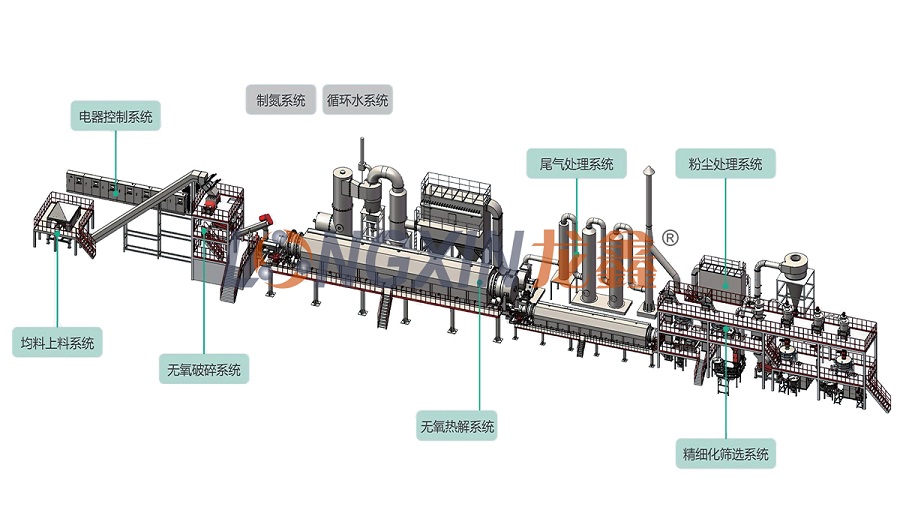
为推动技术标准化与行业协作,龙鑫智能已在常州自建第三代年处理万吨级废旧锂电池回收示范产线,涵盖从整包拆解、极片热解、黑粉烧结到材料再生的全流程。该产线已实现连续稳定运行,各项指标均达到行业前沿水平。
我们诚邀行业伙伴、专jia学者、潜在客户莅临参观、交流与实验合作,共同验证龙鑫智能回收系统在安全性、经济性与环保性方面的出色表现。
以技术创新 共筑锂电绿色循环生态
龙鑫智能装备始终坚持以“技术驱动、装备赋能”为核心战略,致力于为全球新能源产业提供高效、清洁、智能的资源循环解决方案。锂电智能回收产线3.0,不仅是工艺设备的升级,更是对“资源—产品—再生资源”闭环产业生态的积极响应。
在“双碳”目标与绿色制造的大潮中,龙鑫愿与产业链上下游携手,共同推进锂电池回收行业向规范化、规模化、高值化迈进,为我国乃至全qiu的能源可持续发展贡献装备力量。